TECNOLOGIA: Il misuratore di concentrazione polveri elettrodinamico è un sistema innovativo in grado di misurare la concentrazione delle polveri mediante la rilevazione senza contatto della carica elettrostatica naturale delle particelle. PCME ha ottenuto il prestigioso premio “The Queen’s awards” per innovazione tecnologica.
VANTAGGI: Questi analizzatori sono particolarmente apprezzati per la semplicità costruttiva: facili da installare che non richiedono opere importanti da eseguire sui camini e che meglio si adattano ad installazioni spesso critiche riducendo al minimo le opere di manutenzione. L’elettrodinamico minimizza gli effetti negativi riscontrabili in altri sistemi ad elettrificazione come ad esempio i triboelettrici, soprattutto problemi legati alle variazioni di velocità dei fumi, allo sporcamento delle sonde.
APPLICAZIONI: – Inceneritori, Coinceneritori, impianti di produzione energia a Biomassa – Grossi impianti di combustione, (Forni di cottura cemento, Centrali a carbone…) – Controllo rottura filtri a maniche, efficienza filtri
TECNOLOGIA: si basa sul controllo del raffreddamento di un termoelemento “caldo” riferito ad uno “freddo”. Si mantiene costante il deltaT modulando l’energia di riscaldamento, la quale sarà proporzionale alla portata di massa del fluido in transito.
VANTAGGI: Il Thermal Mass Flowmeter KURZ trova largo impiego in numerose applicazioni ed è l’unico misuratore di portata termico in grado di funzionare in modo affidabile e accurato nei biogas e nei gas umidi in generale, incluse le installazioni in camini con emissioni al di sotto del punto di rugiada.
APPLICAZIONI: – Misura e regolazione dell’aria comburente negli impianti di combustione. – Impianti di digestione per la misura di portata del biogas, anche umido o bagnato. – Misure di portata gas di torcia. – Controllo portate aria compressa ed azoto per ottimizzarne i consumi. – Controllo erogazione gas tecnici da impianti di frazionamento. – Misura e regolazione tiraggio delle cappe e su camini in emissione. – Misura portata gas naturale in rete o per controllo bonifiche emissione in ambiente. – Misura della portata fumi in emissione (QAL 1)
MISURATORI DI PORTATA AD ULTRASUONI CLAMP-ON (NON INTRUSIVI)
TECNOLOGIA: Una o più coppie di trasduttori sono posizionate sulla tubazione, la misura della velocità di transito del fluido è proporzionale alla differenza nei tempi di percorrenza di un segnale ultrasonico inviato da un trasduttore all’altro e viceversa. VANTAGGI: i misuratori Flexim consentono di effettuare misure precise ed affidabili senza contatto con il fluido, quindi senza problemi di usura, deriva e manutenzione. Tutte le parti sono progettate per garantire robustezza e longevità anche in condizioni di utilizzo gravose. APPLICAZIONI: – Chimico e Farmaceutico su acidi, solventi, fluidi pericolosi – Utilities di stabilimento: acqua fredda, acqua calda, olio diatermico, aria, azoto per controllo consumi e misure di energia termica per ottenimento certificati bianchi – Distribuzione e stoccaggio gas: misura portata gas naturale – Centrali: acque acide nelle centrali a carbone, grosse condotte per l’idroelettrico, acque di raffreddamento – Centrali termo solari per misura sali fusi fino a 600°C – Acquedotti o trattamento acque su tubazioni di qualsiasi diametro – Alimentare
Come monitorare in modo accurato e continuo le
particelle respirabili sospese nell’aria? Negli ambienti industriali sono presenti particelle di carbone,
polvere di silice e polveri da costruzione anche in presenza di carichi
pesanti, polveri di legno, tutte molto dannose per la salute dell’uomo,
ecco perché il monitoraggio polveri in ambiente di lavoro è basilare
Polveri dal
diametro di 10 micron sono inalabili, si depositano lungo
le vie respiratorie, quelle di diametro
2,5 micron sono addirittura respirabili, quindi possono penetrare nei
polmoni fino ad accumularsi nel sangue e raggiungere varie parti del nostro
organismo, è quindi necessario un monitoraggio
polveri efficace e accurato per poter prevenire conseguenze sulla salute umana
assai dannose.
In questo modo oltre a problemi di tipo respiratorio
possono verificarsi problemi anche in altri tessuti del corpo umano.
Oltre alle problematiche più urgenti legate alla
salute e alla sicurezza dei lavoratori,
si aggiungono i danni che l’accumulo di
polveri può causare al funzionamento delle
apparecchiature e delle macchine presenti in ambienti industriali,
provocando surriscaldamento, attriti, intasamento, depositi.
I campionamenti
manuali sporadici non bastano.
La tecnologia oggi ci consente di misurare la quantità di polveri presenti in un ambiente e dare immediata segnalazione qualora tale quantità superi quella consentita. Monitoraggio polveri in ambienti di lavoro.
AIR-XDè una
centralina compatta di nuova generazione che consente di ottenere informazioni
affidabili, continuative ed in tempo reale relative alla concentrazione totale
(TSP) delle polveri sottili nell’ambiente ed anche alla loro classificazione
dimensionale (PM).
AIR-XD è un contatore ottico di
particelle ad elevate prestazioni basato sulla tecnica rifrattometrica: è in grado di garantire un’accuratezza del
+/- 5%, raggiungibile solo in laboratorio, ma soprattutto è un sistema autonomo
con un’esigenza minima di manutenzione, dove ad esempio sono stati eliminati
componenti quali filtri e pompa (sostituiti da un sistema di convezione
naturale a portata autoregolata).
Display e tastiera a
bordo ne semplificano la programmazione; il sistema
funzionalmente autonomo fornisce la visualizzazione locale della concentrazione
e della tipologia delle polveri con uscite analogiche e digitali; inoltre un data-loggermemorizza analisi, eventi e diagnostica scaricabili su PC per
archiviazione o analisi di dettaglio a posteriori.
AIR-XD trova
applicazioni ideali nell’industria dei
metalli, in quella dei minerali e comunque ovunque ci siano polveri sottili
nell’aria ambiente dovute a trasporto, movimentazione o lavorazione.
emissioni, monitoraggio ambienti di lavoro, polverimetro, sicurezza
Turck Banner Italia, tra i principali fornitori di sensoristica, illuminatori e segnalatori industriali, sistemi bus e sicurezza, ha presentato la nuova famiglia di nuovi sensori radar compatibili con IO-Link della serie LRS
La nuova famiglia di nuovi sensori radar va a completare il portafoglio delle soluzioni per la misura dei livelli nella gamma da 0,35 a 10 m.
I nuovi dispositivi, con
protezione IP67/69K, sono particolarmente indicati per applicazioni impegnative: ad esempio, nell’automazione industriale dove i sensori ottici o a ultrasuoni non sono particolarmente idonei a
causa di vari fattori d’interferenza quali polvere, vento o luce.
I nuovi sensori radar della famiglia
LRS a radiazione libera offrono anche funzioni di analisi dettagliate che, in
passato, erano possibili solo grazie a sensori radar di alta gamma, utilizzati
spesso nell’industria di processo.
La novità targata Turck Banner
trova ideale applicazione anche in altri campi industriali quali l’ingegneria
meccanica, l’impiantistica, l’industria automobilistica e le industrie
alimentare e farmaceutica.
L’assenza di un’asta metallica di
guida favorisce l’utilizzo in aree a particolari
esigenze igieniche e semplifica la messa in servizio.
Il
touchpad della serie LRS, con pulsanti capacitivi e un cappuccio frontale
traslucido,è basato sullo stesso concetto della piattaforma del sensore Fluid
2.0 di Turck Banner e consente l’emissione di valori di distanza, livello e
volume.
I sensori LRS sono disponibili con
due uscite di commutazione o con un’uscita di commutazione e un’uscita
analogica.
Grazie alla loro interfaccia
IO-Link aggiuntiva e alla preelaborazione intelligente decentralizzata del
segnale, tutte le varianti forniscono una grande quantità di informazioni
aggiuntive per l’elaborazione nelle applicazioni di monitoraggio delle
condizioni in ambiente IIoT.
Ciò significa oltre all’intensità
del segnale, l’inclusione di valori di temperatura, ore di funzionamento o
cicli di commutazione.
Grazie al master IO-Link di Turck
Banner si può monitorare e programmare il radar attraverso il configuratore
IODD senza alcun software aggiuntivo. Lo strumento di configurazione è basato
su browser e visualizza graficamente la curva di misurazione del sensore, oltre
a offrire l’accesso in semplice testo a tutti i parametri rilevanti. Ciò
consente ad esempio di mascherare il segnale di interferenza di un agitatore o
di una griglia o di allinearsi perfettamente con il feedback in tempo reale del
sensore per massimizzare l’affidabilità della misura di livello in applicazioni
impegnative.
I nuovi Turck Banner Radar Monitor
offrono, con i master IO-Link Turck Banner e senza software aggiuntivo, un’efficace
e approfondita funzione di analisi in tempo reale. La logica operativa è
uniforme in tutta la famiglia Fluid 2.0, il campo di misura da 0,35 a 10 m, con
un angolo di apertura stretto, e l’emissione dei valori di livello o volume è
diretta.
La soluzione è particolarmente
conveniente per le applicazioni impegnative grazie alle sue funzioni di analisi
equiparabili a quelle di fascia alta. La nuova soluzione LRS510 rappresenta la
risoluzione dei problemi, quando altre tecnologie di sensori raggiungono i
propri limiti.
La messa in servizio tramite il
Turck Banner Radar Monitor è particolarmente veloce.
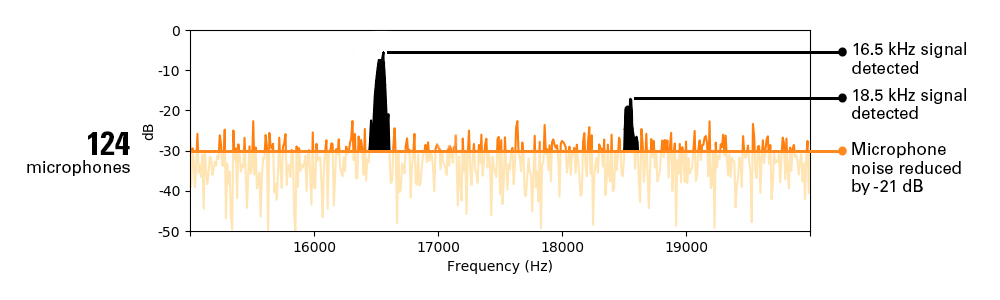
Con 124 microfoni e una potenza di elaborazione avanzata, la telecamera acustica FLIR Si124 offre
la migliore sensibilità di rilevazione del settore, un’eccellente risoluzione
dell’immagine acustica e un’eccellente portata di rilevazione
Perdite di aria compressa, perdite del sistema per
la produzione di vuoto, parziali scariche elettriche: sono
tutti problemi costosi nei sistemi che causano sprechi di energia e costringono
le aziende ad affrontare costi imprevisti e potenziali problemi di produzione e
continuità operativa.
L’imaging a ultrasuoni con una telecamera acustica è un metodo
efficace per rilevare questi problemi nelle apparecchiature a completamento
delle procedure di gestione delle risorse. Questa tecnologia facile da usare in genere
permette agli addetti di completare le ispezioni
10 volte più rapidamente rispetto ai metodi tradizionali.
A fronte di queste considerazioni, quali sono le
caratteristiche da ricercare in una telecamera acustica?
Ecco, secondo FLIR Systems, le sei
caratteristiche da valutare per orientarvi verso una scelta accorta:
GAMMA DI FREQUENZE EFFICACE
Una delle prime caratteristiche da considerare è la
gamma di frequenze della telecamera. Si potrebbe supporre che per captare la
più ampia gamma di suoni sia necessaria una gamma di frequenze più ampia
possibile.
Tuttavia, in realtà, la gamma di frequenze più
efficace per rilevare una perdita di aria compressa è compresa tra 20 e 30 kHz.
Infatti, limitando la gamma tra 20 e 30 kHz, è più
facile distinguere le perdite di aria compressa dal rumore di fondo in una
fabbrica.
L’ampiezza del rumore dei macchinari solitamente
presenta il suo picco massimo sotto i 10 kHz e tende a zero a 60 kHz, mentre le
perdite d’aria raggiungono il picco tra 20 e 30 kHz. Data la maggiore
differenza tra il rumore della perdita d’aria e il rumore di fondo tra 20 e 30
khz, rispetto a frequenze più alte, è più facile rilevare la perdita d’aria in
questa gamma di frequenza.
Sia il rumore dell’aria compressa che quello dei
macchinari seguono la stessa tendenza di ampiezza decrescente nella gamma di
frequenze da 30 a 60 kHz, rendendo più difficile discriminare i rispettivi
suoni.
Pertanto, una telecamera acustica che opera nella
gamma tra 20 e 30 kHz è più efficace.
Nella ricerca di scariche parziali a distanza di
sicurezza, la gamma da 10 a 30 kHz è ottimale, in quanto le frequenze più alte
percorrono distanze più brevi. Per rilevare le scariche parziali di apparecchiature
ad alta tensione in esterni, la telecamera deve essere regolata su suoni a
frequenza più bassa e che percorrono distanze maggiori.
NUMERO OTTIMALE DI MICROFONI
Per catturare i suoni più lievi, è vantaggioso
averne un numero maggiore. Tipicamente, le
telecamere acustiche impiegano decine di microfoni MEMS (sistemi
microelettromeccanici) per acquisire e caratterizzare i suoni. Sebbene di
piccole dimensioni, i microfoni MEMS hanno un basso consumo energetico e sono
molto stabili.
Ma essi stessi generano rumore che interferisce con
la capacità di un singolo microfono di captare suoni molto tenui.
Per ovviare a questo inconveniente, la soluzione è
aumentare il numero di microfoni in uso; il miglioramento dovuto semplicemente
al raddoppio del numero di microfoni elimina tre decibel di suoni indesiderati.
In alcuni casi, il rumore interno di un solo microfono, o self-noise, potrebbe
impedire al sistema di captare una perdita di aria compressa caratterizzata da
un segnale di 16,5 kHz.
Una telecamera acustica con 32 microfoni sarebbe in
grado di rilevare la perdita, ma il rapporto segnale-rumore non sarebbe ancora
sufficiente per rilevare suoni più lievi. Al contrario, una telecamera acustica con 124 microfoni può captare una perdita sia a
16,5 kHz, sia a 18,5 kHz, per rilevare, individuare e quantificare
facilmente anche le piccole perdite.
PORTATA DI RILEVAZIONE SONORA
Integrare il giusto numero di microfoni in una
telecamera acustica può anche migliorare le possibilità di captare rumori molto
silenziosi a grande distanza. Questa capacità è particolarmente importante
nelle ispezioni di sistemi ad alta tensione, che impongono di operare a
distanza di sicurezza dai componenti sotto tensione. La forza di un segnale
sonoro diminuisce significativamente all’aumentare della distanza dalla sua
fonte. Per contrastare questo fenomeno, la soluzione è aumentare il numero di
microfoni: quadruplicando il numero di microfoni si raddoppia la portata di
rilevazione sonora.
POSIZIONAMENTO DEI MICROFONI
Il posizionamento dei microfoni su una telecamera
acustica è un fattore determinante nella rilevazione della direzione e
l’origine del suono. La telecamera acquisisce i dati da ogni microfono, misura
le differenze di temporizzazione e di fase dei segnali e infine calcola la posizione
della fonte. Questi microfoni devono essere raggruppati a stretto contatto per
garantire l’acquisizione di dati sulle onde sonore sufficienti a stabilirne
correttamente l’origine.
PRESTAZIONI DEI MICROFONI
Proprio come avviene per la frequenza, anche il
numero di microfoni in una telecamera acustica è un fattore di delicato
equilibrio. L’uso di un numero eccessivo di microfoni può risultare
svantaggioso perché ogni microfono richiede una potenza di elaborazione per
convertire i segnali di dati audio in immagini, quindi aggiungerne troppi
degrada le prestazioni.
Alcuni produttori bilanciano la maggiore richiesta
di potenza di elaborazione riducendo la risoluzione dei pixel dell’immagine
acustica, ossia i pixel “sonori”, ma questa soluzione impatta le
prestazioni generali della telecamera.
È importante disporre di un numero sufficiente di
pixel sonori per rilevare in modo affidabile le scariche parziali e gli effetti
corona a distanza e localizzarne l’esatta origine.
Con 124 microfoni e una potenza di elaborazione avanzata, la telecamera acustica FLIR Si124 offre
la migliore sensibilità di rilevazione del settore, un’eccellente risoluzione
dell’immagine acustica e un’eccellente portata di rilevazione.
ANALISI INTELLIGENTE
Le caratteristiche finali da considerare sono la
potenza di calcolo e l’analisi fornita dalla telecamera acustica, oltre
all’eventuale software a corredo.
Ad esempio, la
telecamera FLIR Si124 è dotata di analisi a bordo, report di facile
comprensione e analisi predittiva tramite uno strumento web di intelligenza
artificiale che consente di classificare la gravità della perdita, eseguire
l’analisi dei costi e l’analisi del modello di scarica parziale in tempo reale
durante l’ispezione. Attivando il collegamento alla rete Wi-Fi a fine ispezione,
le immagini vengono automaticamente caricate su FLIR Acoustic Camera Viewer,
per eseguire ulteriori analisi in cloud, compreso il calcolo della spesa
energetica annuale stimata dovuta a perdite dell’impianto di aria compressa o
del vuoto, e oltre alla possibilità di stabilire se una scarica parziale
richieda un intervento di manutenzione o una sostituzione.
Il Viewer può anche essere usato per creare report
da condividere con la squadra di manutentori o il cliente.
Il focus sulle nuove opportunità delle tecnologie in Brasile, fa parte di un più ampio percorso di promozione internazionale strutturato in attività virtuali a seguito della pandemia
Una
cinquantina di Aziende hanno preso parte al Webinar di approfondimento “Brazil: business opportunities for
electrical engineering & electronic companies”, organizzato da Ice Agenzia con il supporto del Ministero degli Affari Esteri e della Cooperazione Internazionale, dell’Ambasciata d’Italia in Brasile e in
collaborazione con Anie, la Federazione
che rappresenta l’industria Elettrotecnica ed Elettronica italiana.
L’incontro
ha rappresentato la prima tappa della missione virtuale rivolta al Brasile ed è
stato occasione per approfondire le opportunità che il Paese offre nei settori
dell’Elettrotecnica e dell’Elettronica, con particolare focus sui mercati
dell’Energia e delle Energie Rinnovabili.
Il Webinar si è aperto con l’introduzione dell’Ambasciatore d’Italia in
Brasile, Francesco Azzarello, e della Responsabile Relazioni Internazionali di Anie, Mariarosaria
Fragasso. A seguire, moderati da Ferdinando Fiore, Direttore
dell’Ufficio Ice di San Paolo, si sono tenuti i panel tecnici a cura delle associazioni locali Abinee, Absolar e Abeeolica, che hanno fornito una
panoramica dei settori elettrotecnico ed
elettronico con un focus specifico sul segmento fotovoltaico ed eolico.
Enel
Green Power Brazil e il Gruppo Terna hanno portato ai partecipanti
presentando la propria esperienza di successo sul mercato brasiliano. Il
webinar si è concluso con un intervento a cura dello Studio Legale Guarnera
Advogados, incentrato sugli aspetti legali e doganali che le imprese italiane
devono tenere in considerazione nell’approccio al mercato.
A questo
evento seguirà, nelle prossime settimane, l’organizzazione di una giornata di
incontri B2B in modalità virtuale sulla piattaforma Smart 365 di ICE Agenzia; è
prevista la partecipazione di 10-15 imprese italiane del settore e una
delegazione di operatori brasiliani selezionati dall’Ufficio Ice di San Paolo.
Lo
scenario
L’Industria
Anie è composta da settori tecnologicamente avanzati e altamente specializzati,
che rappresentano 84 miliardi di euro di fatturato totale e 500.000 addetti.
L’incidenza
dell’export sul fatturato totale è strutturalmente superiore al 50% e le
imprese esportatrici sono il 40% sul totale, il doppio rispetto alla media
manifatturiera.
Negli
ultimi anni, prima della crisi Covid-19, a fronte di una domanda interna più
debole, le imprese Anie hanno rafforzato il presidio sui mercati esteri e hanno
fortemente diversificato a livello geografico i mercati di destinazione,
cogliendo opportunità di crescita al di fuori della tradizionale area europea.
Oltre 200 sono i Paesi esteri raggiunti dalle esportazioni elettrotecniche ed
elettroniche italiane e fra i primi trenta mercati di destinazione del settore
oltre il 60% sono oggi extra UE.
Nel 2020 l’andamento dell’Elettrotecnica ed
Elettronica italiane si inquadra in un contesto macroeconomico critico dove,
alla forte debolezza della domanda interna, si è unita una frenata anche delle
esportazioni.
Sulla
base dei preconsuntivi elaborati dal Servizio Studi Anie, si stima che gli
effetti negativi della pandemia abbiano portato complessivamente il fatturato
aggregato dei settori Anie su livelli inferiori del 7,3% rispetto al 2019, con
perdite sul mercato interno ancora più ampie.
Le stime
sull’evoluzione futura del settore vedono un ritorno sui livelli pre Covid solo
nel 2022, nell’ipotesi di contenimento del rischio pandemico e di una ricaduta
positiva sul sistema industriale del sostegno che potrà venire dai programmi
europei.
L’evoluzione del Paese
Il Brasile rappresenta il primo mercato di
destinazione dell’export italiano di Elettrotecnica ed Elettronica in America
latina.
L’importante processo di trasformazione energetica e
gli incentivi che il Paese riserva all’innovazione aprono interessanti
opportunità per le imprese italiane.
Dopo la
battuta d’arresto registrata nel 2020 per effetto dell’emergenza sanitaria, nel 2021 si attende un incremento del PIL
del Paese pari al 3,5%.
Questo Paese ha bisogno di importanti interventi di
ammodernamento della dotazione infrastrutturale (si stima che per soddisfare questo fabbisogno dovrebbe essere dedicato
annualmente il 5% del PIL).
Guardando al mercato dell’Energia, il settore si
caratterizza per una rapida crescita sia nell’ambito delle fonti tradizionali,
sia di quelle rinnovabili, in linea con il Piano nazionale di
espansione al 2023.
Alewijnse Marine ha sviluppato, in collaborazione con Rockwell Automation e una delle maggiori società mondiali di dragaggio, un innovativo concept di controllo basato su piattaforma virtuale
Tramite la piattaforma virtuale Alewijnse Virtualization & Visualization (AlViVi), tutti i sistemi inerenti il processo di dragaggio sono ora centralizzati e integrati e possono essere visualizzati e gestiti da tutti gli schermi presenti sulla nave.
Alewijnse
Marine, che dal 1997 collabora con Rockwell Automation, alla fine del 2017 ha
presentato alla compagnia di dragaggio un concetto che l’azienda aveva già
applicato, seppur in forma leggermente differente, a diversi clienti industriali.
Caratteristica
fondamentale della soluzione proposta, è avere tutte le applicazioni e le
informazioni di processo virtualizzate su un server centrale
anziché localizzate su PC separati a bordo della nave.
Questo
approccio ‘zero client’, rende le
informazioni e le applicazioni disponibili, ovunque sulla nave, a tutti i ruoli
coinvolti nel processo di lavoro.
La
società di dragaggio, che vanta una delle più moderne flotte di draghe e di
draghe a tramoggia aspirante, è rimasta molto favorevolmente colpita da questo
nuovo concept. Il cliente che è stato direttamente coinvolto in tutte le fasi
dello sviluppo fino al test di prova, ha ora installato con successo il sistema
su diverse navi.
Grazie
al nuovo concept i membri dell’equipaggio possono accedere agevolmente alle
informazioni di loro pertinenza e ciò rende più rapidi ed efficienti i processi
di lavoro a bordo.
Una
delle componenti fondamentali alla base del concept è il software
ThinManager Content Delivery di Rockwell Automation che va a
sostituire i costosi switch kvm e rende
disponibili agli utenti le informazioni sia dei server fisici che virtuali.
Oltre
al risparmio di tempo derivante dalla velocità nello sviluppo, costruzione e
installazione dei nuovi sistemi IT, ciò che colpisce particolarmente è l’enorme
riduzione dell’hardware.
L’uso
di un server virtuale e della soluzione thin client riduce del 75 per cento
circa la quantità di hardware e di cablaggio. Ora sul ponte è sufficiente un mezzo armadio per server
anziché diversi rack da 19 pollici. Benché i costi di acquisto dell’hardware
siano inferiori, la costruzione e installazione totale della piattaforma AlViVi
per nave, inizialmente, non risulta essere molto più economica di un ambiente
IT tradizionale.
I biopolimeri sono
un’alternativa interessante ai polimeri derivati da combustibili fossili e
oggi sono utilizzati principalmente dall’industria degli imballaggi
Tuttavia, il loro comportamento di cristallizzazione
rende più difficile la lavorazione di questi nuovi materiali.
Ecco come l’analisi termica e la reologia forniscono
soluzioni per studiare le proprietà dei materiali rilevanti.
I biopolimeri sono un’alternativa interessante ai polimeri
derivati da combustibili fossili e oggi sono utilizzati principalmente dall’industria degli imballaggi. Mai
prima d’ora l’industria della plastica
è stata guidata dalla sostenibilità come
lo è ora. La crescente pressione da parte della società e della
legislazione grava particolarmente sull’industria degli imballaggi che richiede
alternative più sostenibili.
Cosa sono i biopolimeri
Il termine biopolimeri include polimeri a base biologica, polimeri biodegradabili, che potrebbero
essere a base di olio, nonché la combinazione di entrambi: bio-based e
biodegradabile allo stesso tempo.
I polimeri a base biologica hanno una bassa impronta di carbonio che può essere ulteriormente migliorata
se i materiali vengono riciclati.
Le plastiche biodegradabili
a volte sono criticate, perché spesso non si decompongono nell’ambiente, ma
piuttosto in condizioni molto controllate negli impianti di compostaggio.
Pertanto, materiali come il poliidrossibutirrato-idrossivalerato(PHBV) sono particolarmente
interessanti in quanto sono a base biologica e biodegradabili a temperatura
ambiente.
Per esempio, si decomporrà nel terreno per un periodo che va da
poche settimane a un mese.
Il poliidrossibutirrato (PHB) è
generato da batteri specifici come forma di accumulo di energia.
Il materiale puro ha un’elevata cristallinità fino all’80%, il che
lo rende piuttosto fragile e difficile da lavorare convenzionalmente.
Tuttavia, la copolimerizzazione all’interno dei batteri produce
PHBV con buone proprietà meccaniche.
biopolimeri
Sfida n. 1: cristallizzazione secondaria a temperatura ambiente
Sfortunatamente, queste proprietà cambiano durante la vita utile
dei prodotti fabbricati a causa della continua cristallizzazione e quindi
dell’infragilimento.
Questo accade spesso nell’arco di pochi giorni e rende il
materiale inadatto anche per un utilizzo di breve durata.
Una soluzione è l’aggiunta di altri polimeri o oligomeri che riducono o addirittura ostacolano la
cristallizzazione secondaria a temperatura ambiente. Idealmente, anche il
materiale aggiunto è a base biologica.
Uno di questi plastificanti adatti per PHBV è il polietilenglicole (PEG) [1].
In uno studio condotto presso
l’Università di Birmingham nei laboratori AMCASH e Jenkins, il Dr. Kelly ha studiato la miscibilità di questa miscela. I
ricercatori hanno prodotto varie miscele di PHBV e PEG a basso peso molecolare
e hanno studiato il comportamento del materiale utilizzando un reometro rotazionale NETZSCH Kinexus
Pro + .
Per studiare la miscibilità,
tipicamente gli sweep di frequenza vengono eseguiti in oscillazione ei moduli
di memorizzazione misurati tracciati sui corrispondenti moduli di perdita, su
scale logaritmiche, per ottenere un grafico Han.
Han et al. ha affermato che qualsiasi miscela miscibile
mostrerebbe una linea retta paragonabile al materiale puro e le deviazioni da
quella linea indicano immiscibilità [2].
Tuttavia, le miscele PHBV-PEG studiate qui si degradano durante le
misurazioni e quindi questo metodo non può essere applicato
prontamente. Pertanto, è stata utilizzata una modifica utilizzata per i
sistemi termicamente instabili, proposta per la prima volta da Yamaguchi e
Arakawa [3]. Gli sweep temporali sono stati eseguiti a frequenze
specifiche. Le condizioni di misurazione sono riassunte nella Tabella 1 e
i risultati degli sweep temporali sono mostrati nella Figura 1 per il modulo di
memoria.
Tabella 1: condizioni di misurazione
Modalità
di misurazione
Il
tempo scorre in oscillazione
Geometria
Piastre
parallele da 20 mm
Temperatura
185
° C
Gap
1
mm
Sforzo
0,5%
Frequenze
0,25
– 25 Hz
Tempo
di premelt
Cinque
minuti
Figura 1: Modulo di memoria
misurato in funzione del tempo per frequenze di 0,25, 1, 5 e 25 Hz (dal basso
verso l’alto)
Dopo che le misurazioni e la raccolta dei dati sono state
completate, sia i dati del modulo di memoria che quelli del modulo di perdita
sono stati tracciati rispetto alla frequenza per ogni intervallo di 60
secondi. È stata quindi generata una curva master sovrapponendo i
dati. Queste curve master calcolate sono state utilizzate per calcolare lo
stoccaggio corretto e il modulo di perdita al tempo t 0 e per
generare i grafici Han, Figura 2. Per tutte le miscele studiate, la loro
miscibilità è stata dimostrata da una linea retta paragonabile a quella del
PHBV puro.
Figura 2: Schema del grafico
Han con la classificazione come miscibile e immiscibile a seconda della
linearità dei risultati
Maggiori dettagli sull’analisi e sull’uso dei dati reologici per
calcolare i tassi di degradazione possono essere trovati qui!
Sfida n. 2: lavorabilità in film sottili
In un altro studio condotto presso l’Institut für
Kunststofftechnik dell’Università di Stoccarda da Silvia Kliem,
MSc 3 , il citrato a base biologica è stato studiato come
plastificante da utilizzare nel film soffiaggio. A causa della bassa
viscosità e forza di fusione del PHBV puro, è necessario un additivo
biodegradabile adatto per migliorare la sua processabilità in film
sottili. I ricercatori hanno miscelato il PHBV con diverse quantità di
citrato (5 e 10% in peso) come plastificante, nonché basse quantità di
polilattide (PLA). Un NETZSCH DSC 204 F1 Phoenix ® è stato utilizzato per studiare l’effetto
dell’additivo sul comportamento di cristallizzazione della miscela. Le
condizioni di misurazione sono riassunte nella Tabella 2.
Tabella 2: condizioni di misurazione
Padella
Al,
coperchio forato
Peso
del campione
circa
11 mg
Atmosfera
N 2
Temperatura
Da
-20 ° C a 200 ° C a 10 K / min (1. + 2. riscaldamento e raffreddamento)
Figura 3: misurazioni DSC
dinamiche di miscele PHBV-PLA con (il blu è il 5% in peso, il rosa è il 10% in
peso) e senza il citrato plastificante (verde)
La Figura 3 mostra le curve di riscaldamento e raffreddamento
della miscela PHBV-PLA con e senza citrato. Si può vedere che l’entalpia
di fusione e cristallizzazione è paragonabile per tutte e tre le composizioni
quando normalizzata per il contenuto in peso di citrato (risultati dell’analisi
omessi nel grafico per una migliore chiarezza). I picchi a 175 ° C e 120 °
C sono rispettivamente per la fusione e la cristallizzazione del PHBV. Il
picco molto più piccolo a 150 ° C mostra la fusione del componente PLA. Confrontando
ulteriormente le diverse curve, si può osservare che l’additivo citrato sposta
i picchi di fusione e cristallizzazione a temperature inferiori; nel caso
del 10% in peso di citrato di quasi 4 K. Ciò ha un effetto significativo sulla
degradazione del materiale durante la lavorazione, poiché la temperatura di
estrusione può essere inferiore a causa del plastificante.
Questi risultati di analisi sono stati convalidati da prove di
soffiaggio della pellicola. Mentre le miscele PHBV-PLA senza plastificante
non potevano essere espanse, l’estrusione è stata migliorata con il 5% in peso
di citrato. Solo con il 10% in peso è stato possibile mantenere un
processo di estrusione costante e raggiungere uno spessore del film <25 µm.
Reologia e Analisi Termica adatte per
analizzare biopolimeri
Questi due studi mostrano esempi di plastificanti a base biologica
per PHBV a base biologica per creare un materiale di imballaggio completamente
degradabile.
Si può vedere che entrambi i plastificanti presentano vantaggi per
diverse applicazioni che richiedono lavorazioni diverse come vassoi rispetto ai
film sottili.
Si è scoperto che è possibile applicare sia tecniche reologiche
che termoanalitiche per analizzare
le proprietà dei biopolimeri come PHBV e soprattutto la loro
processabilità.
È particolarmente utile che i metodi reologici e termoanalitici
richiedano quantità minime di materiale rispetto alle prove di lavorazione, ma
possono fornire preziose informazioni sulle loro proprietà.
L’utilizzo delle giuste tecniche aiuterà ad aumentare la nostra
comprensione di questa classe di materiali ancora relativamente nuova e
consentirà il costante miglioramento e la maturità del mercato di cui abbiamo
così urgentemente bisogno.
1 Informazioni su AMCASH presso l’Università di
Birmingham
Il progetto AMCASH, che è un programma FESR parzialmente
finanziato, è coordinato dalla School of Metallurgy & Materials
dell’Università di Birmingham. Il progetto offre alle organizzazioni
regionali di PMI un’assistenza tecnica della durata tipica di 2 giorni,
nell’ambito di progetti relativi alla scienza dei materiali. Scopri di più qui!
2 Informazioni sul laboratorio di
Jenkins presso l’Università di Birmingham
L’attività riguarda principalmente la relazione tra struttura chimica, lavorazione,
microstruttura e le proprietà fisiche dei polimeri
termoplastici (numerosi polimeri, miscele e compositi termoplastici) e,
inoltre, come le proprietà possono essere influenzate da ciascuno di questi
aspetti. S
3 Informazioni
sull’Institut für Kunststofftechnik dell’Università di Stoccarda
L’esperienza dell’Institut für Kunststofftechnik sotto la
direzione del Prof. Dr.-Ing. Chrsitian Bonten comprende l’intero campo
della tecnologia delle materie plastiche: ingegneria dei materiali, tecnologia
di lavorazione (ingegneria meccanica e di processo) e ingegneria del
prodotto.
Fonti
[1] Kelly AC, Fitzgerald AVL,
Jenkins MJ. Controllo del processo di cristallizzazione secondaria in poli
(idrossibutirrato-co-idrossivalerato) attraverso l’incorporazione di poli
(glicole etilenico), degradazione e stabilità del
polimero. 2018; 148: 67-74, https://doi.org/10.1016/j.polymdegradstab.2018.01.003
[2] Yang H, Han CD, Kim
JK. Reologia delle miscele miscibili di poli (metilmetacrilato) con poli
(stirene-co-acrilonitrile) e con poli (vinilidene fluoruro),
Polimero. 1994; 35 (7): 1503-1511
[3] Yamaguchi M, Arakawa K.
Effetto della degradazione termica sulle proprietà reologiche del poli
(3-idrossibutirrato). Euro. Polym. J. 2006; 42 (7): 1479-86
Dalla relazione del Presidente di Fabbrica intelligente, Luca Manuelli, emergono le direttrici di sviluppo dell’associazione che riunisce tutti i portatori di interesse della manifattura per una resilienza industriale
Nei prossimi mesi crescerà il numero di regioni e di attori coinvolti, e verrà sviluppato l’ecosistema dei Lighthouse, recentemente arrivati a 5 grazie ad Hsd Mechatronics forse destinati a diventare 6 con la candidatura di Wartsila. Azioni sulle filiere di fornitori. Un contributo importante alla politica industriale e al Pnnr con la proposta “Produrre un Paese resiliente” e con la prossima roadmap.
Quali evoluzioni stanno attraversando il ClusterNazionale
Fabbrica Intelligente (CFI),l’associazione
che riunisce tutti gli stakeholder
(regioni, università, centri di R&S ed aziende) della manifattura
avanzata, cioé della colonna portante del sistema economico italiano?
Come sarà il CFI del prossimo futuro?
Ne ha parlato il presidente Luca Manuelli nel corso del workshop
annuale Produrre un Paese Resiliente e Sostenibile.
LA MANIFATTURA ITALIANA: UNO
SCENARIO COMPLESSO E INCERTO
Ancora oggi, ha sottolineato Luca Manuelli, permane una situazione di profonda incertezza,
determinata dalla pandemia. Il Covid-19 ha prodotto circa due milioni di morti
a livello mondiale e circa 100mila in Italia. Il Pil globale è calato
quest’anno del 3,5%; e in Italia del 9%. Per il 2021 le previsioni sono in
continuo aggiornamento; allo stato, tuttavia, è prevista una crescita mondiale
del 5%, mentre in Italia con ogni probabilità ci si fermerà al 3-3.5%, al di
sotto degli obiettivi europei del 4,2%.
L’EVOLUZIONE DELLA MISSIONE
DEL CLUSTER: ECOSISTEMA COLLABORATIVO E RESILIENZA INDUSTRIALE
A fronte della pandemia e del suo impatto
sul fabric del Paese, CFI si sta sviluppando lungo due direttrici principali.
Il CFI
sta lavorando per far crescere il proprio ecosistema collaborativo.
Anzitutto, l’allineamento della sua missionedi sviluppare
l’ecosistema collaborativo dell’innovazione del manifatturiero all’attuale
scenario: con la disarticolazione delle filiere e il calo della domanda
sperimentati lo scorso anno, il cluster ha attribuito maggior rilievo
alla resilienza di sistema, e
cioè alla capacità delle imprese manifatturiere di reagire positivamente alle
avversità e di superare eventi traumatici.
Questa esigenza si è tradotta nella
visione sviluppata con una task force di 50 esperti che è stata sintetizzata
nel documento, “Produrre un Paese Resiliente”, una proposta
diretta al decisore politico, che si può essere approfondita qui.
Lo
sviluppo territoriale è una delle priorità del Cluster Fabbrica Intelligente
A proposito di “Produrre un Paese
Resiliente”, questo documento individua tre categorie di interventi:
anzitutto quelli immediati, per favorire l’accelerazione della
digital transformation con l’acquisizione di beni strumentali, software, metodologie, e con l’adeguamento di
soluzioni esistenti e il supporto alla trasformazione sostenibile
dell’industria.
Si parla, ad esempio di tecnologie per il
lavoro a distanza o di robot in grado di garantire un alto livello di
interazione con gli umani per gestire l’emergenza. Poi, quelli di medio termine specifici, e cioè quelli
che, grazie alla ricerca e all’innovazione, possono dar vita a soluzioni
innovative utili anche per supportare la riconfigurazione delle filiere.
Si pensi, ad esempio, alle attività di commissioning e di manutenzione a distanza; e più in
generale, alla collaboration basata sul Cloud. O, ancora, all’internet of
action, che permette ad operatori esperti di agire a distanza e di
riprodurre sensazioni ed azioni in modo interattivo e adattativo, come accade
nella robotica per la medicina. Infine, quelli di medio termine a carattere sistemico,
per dotare il Paese di un sistema di manifattura
di pronto intervento, in grado di produrre subito beni e strumentazioni
utili nell’emergenza in tempi ridotti e
in grandi volumi.
Anche la nuova Roadmap, in via
di completamento entro il primo trimestre del 2021, «sarà integrata da
obiettivi che potranno essere utili anche per la definizione del Recovery Plan».
Questa è il documento strategico di CFI
per definire le necessità della manifattura
italiana in termini di avanzamento
tecnologico e per rendere più competitivo il settore economico più
rilevante del Paese.
L’anno scorso erano stati impegnati sette
gruppi tematici (coordinati dal presidente del comitato tecnico
scientifico Tullio Tolio) formati da tecnici, docenti universitari
e soci del cluster. «Ora una parte del lavoro è confluito in Produrre un
Paese Resiliente – ha affermato Manuelli – visione che potrà essere
ulteriormente sviluppata grazie ai contributi emersi durante il Workshop per
poter essere sottoposta all’attenzione del Governo».
L’ESPANSIONE DELL’ECOSISTEMA
COLLABORATIVO
In secondo luogo, il
consolidamento delle sue principali attività e l’allargamento della sua base
associativa. Nella visione di CFI la resilienza della manifattura è un
fattore organico. Si può acquisire solo in un contesto forte, dove soggetti
diversi collegano le proprie competenze.
«La nuova visione – ha affermato Manuelli –
è portata avanti dall’intero ecosistema» che ruota attorno al Cfi. Ad oggi
il Cluster conta 287 membri, di cui 218 partner industriali, regioni
e diversi tra università, centri di ricerca, e altri.
Produrre un Paese Resiliente
Quanto alle Regioni, sono sette quelle
(Veneto, Emilia-Romagna, Liguria, Lombardia, Marche, Piemonte e Puglie) che
hanno da tempo formalizzato un Accordo di Programma con il Mur sulle tematiche
della Fabbrica Intelligente propedeutico allo sviluppo dei Cluster
Territoriali. «L’obiettivo – ha afferma Manuelli – è raddoppiare questo numero
in tre anni, coinvolgendo maggiormente il Sud del Paese». In particolare, sono
già stati individuati potenziali candidati dalle Regioni Friuli Venezia
Giulia, Trentino Alto Adige e Umbria, e si stanno
stringendo rapporti con Toscana, Lazio, Campania, Abruzzo e Basilicata.
HSD Mechatronics è recentemente diventata Lighthouse
Plant del CFI
Quanto agli impianti Faro, già nel 2020 ne
è aumentato il novero: dopo i Lighthouse dei grandi gruppi internazionali Ansaldo Energia, Abb, Hitachi Rail,
Tenova-Ori Martin, a rivestire il ruolo di Lighthouse Plant è giuntaHSD
Mechatronics del gruppo Biesse,
che è quotato in Borsa.
Con 80 milioni di fatturato, 340
dipendenti, Hsd è la prima media impresa ad essere insignita di tali status e
missione. Grazie a HSD anche aziende di dimensioni più piccole rispetto a
quelli di prima generazione potranno permettere di dimostrare quali soluzioni
tecnologiche si possano adottare per migliorare la competitività, la resilienza
e la sostenibilità.
Dopo il quinto Lighthouse di HSD,
nel 2021 si dovrebbe aggiungere al novero degli Impianti Faro la fabbrica di
Trieste di Wärtsilä, azienda finlandese leader mondiale nella
fabbricazione di sistemi di propulsione e generazione d’energia per uso marino
e centrali elettriche; e due Big italiani del farmaceutico e dell’aeronautico, Menarini e Leonardo, hanno
avviato il percorso per diventarlo a loro volta.
Altri nuovi importanti attori
dell’ecosistema collaborativo del CFI sono i Pathfinder, partner
tecnologici del cluster in grado di contribuire all’individuazione delle
principali traiettorie di sviluppo dell’innovazione a supporto della
competitività della manifattura italiana. Nel 2020 ne è stato ampliato il
numero: dopo l’accordo con Sap del 2019, si sono aggiunti Deloitte e Cisco. Nel 2021 è entrata a far parte del novero
anche Siemens. Ma, ha affermato Manuelli, ci saranno altre novità
nel corso di quest’anno.
LE FABBRICHE FARO SI APRONO
ALLE FILIERE E ALL’OPEN INNOVATION
Le aziende capo-filiera che hanno avviato
i Lighthouse Plan hanno avviato il processo di coinvolgimento della
propria filiera di fornitori nel processo di trasformazione
digitale. Dopo il successo di AENet 4.0, con il quale Ansaldo Energia ha
coinvolto 100 fornitori strategici italiani con il supporto di 11 DIH di
Confindustria coordinati da quello ligure e del Competence Centre lombardo MADE
e di quello ligure START 4.0, anche ABB ha avviato
un’iniziativa di filiera con il supporto del Digital Innovation Hub Lombardia
che ha realizzato l’assessment di un campione di 17 supplier di Abb operativi in
Lombardia, Veneto e Lazio e costituito da piccole e medie imprese afferenti a
differenti categorie merceologiche.
Per quanto riguarda l’apertura dei Lighthouse all’Open Innovation, dopo il successo della call for innovation Digital X Factory di Ansaldo Energia (160 startup partecipanti, 11 selezionate nel Pitch finale e 6 che lavorano nella Fabbrica Faro), nel 2020 il CFI ha lanciato sulla piattaforma di Open Innovation della Regione Lombardia X Factory con due challenge distinte e collegate agli Impianti Faro di ABB e di ORI – Martin Tenova: la prima focalizzata ad acquisire “proposte di soluzioni” di stampa 3D di sostanze metalliche per incrementare la velocità di esecuzione e superare il problema dei piccoli lotti; la seconda invece relativa alla cybersafety e, in particolare, la sensoristica per la sicurezza dei lavoratori in aree di rischio.